ระบบการผลิตแบบลีน – การจัดการกระบวนการที่เป็นเลิศ
Lean Manufacturing - Best Practice in Process Management
จัดการกระบวนการ... เพื่อนำองค์การสู่ความเป็นเลิศ
ด้วยการเพิ่มขีดความสามารถการแข่งขัน ตามแนวทางของระบบการผลิตแบบลีน
ปัจจุบัน การจัดการกระบวนการขององค์การที่ดี จะต้องพร้อมที่จะรับมือกับสถานการณ์ที่เปลี่ยนแปลงอย่างรวดเร็ว ไม่ว่าจะเป็นเรื่องความต้องการของลูกค้า ภาวะการแข่งขันที่ทวีความรุนแรงยิ่งขึ้น ต้นทุนการผลิตที่ปรับตัวสูงขึ้น สิ่งต่างๆ เหล่านี้ไม่สามารถหลีกเลี่ยงได้ แต่สิ่งที่ผู้บริหารองค์การกระทำได้ก็คือ ต้องทำความเข้าใจ วิเคราะห์ และหาทางรับมือด้วยการปรับองค์การให้มีความสามารถรองรับปัญหาดังกล่าว
ระบบการผลิตแบบลีน เป็นเครื่องมือในการจัดการกระบวนการ ที่ช่วยเพิ่มขีดความสามารถให้แก่องค์การ โดยการพิจารณาคุณค่าในการดำเนินงานเพื่อมุ่งตอบสนองความต้องการของลูกค้า มุ่งสร้างคุณค่าในตัวสินค้าและบริการ และกำจัดความสูญเสียที่เกิดขึ้นตลอดทั้งกระบวนการอย่างต่อเนื่อง ทำให้สามารถลดต้นทุนการผลิต เพิ่มผลกำไรและผลลัพธ์ที่ดีทางธุรกิจในที่สุด ในขณะเดียวกันก็ให้ความสำคัญกับการผลิตสินค้าที่มีคุณภาพควบคู่ไปด้วย
โดยแนวคิดพื้นฐานของลีน ประกอบลีน
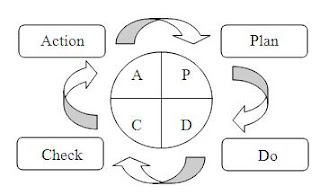
รูปแนวทางการปรับปรุงด้วยวงจรคุณภาพ (PDCA)
คำว่า “ลีน” (Lean) แปลว่า ผอมหรือบาง ในที่นี้มีความหมายในแง่บวก ถ้าเปรียบกับคนก็หมายถึง คนที่มีร่างกายสมส่วนปราศจากชั้นไขมัน แข็งแรง ว่องไว กระฉับกระเฉง แต่ถ้าเปรียบกับองค์การจะหมายถึง องค์การที่ดำเนินการโดยปราศจากความสูญเสียในทุกๆ กระบวนการ มีความสามารถในการปรับตัว ตอบสนองความต้องการของตลาดได้ทันท่วงที และมีประสิทธิภาพเหนือคู่แข่งขัน เราเรียกองค์การที่มีลักษณะดังกล่าวว่า “วิสาหกิจแบบลีน” หรือที่ในเกณฑ์รางวัลคุณภาพแห่งชาติเรียกว่า “วิสาหกิจที่กระชับ” (Lean Enterprise)
ความเป็นมาของระบบการผลิตแบบลีน (Historical of Lean Manufacturing)
ระบบการผลิตแบบลีนกำเนิดขึ้นในอุตสาหกรรมการผลิตรถยนต์ กล่าวกันว่า ในอดีตการผลิตสินค้าต่างๆ รวมทั้งรถยนต์มีลักษณะเป็นแบบงานหัตถกรรมหรืองานฝีมือ (Craft / Hand Made Production) ไม่มีสายการผลิต ผู้ผลิตส่วนใหญ่จะดำเนินการผลิตโดยอาศัยทักษะความชำนาญของพนักงานเป็นหลัก ดังนั้น จึงมีต้นทุนการผลิตต่อหน่วยสูง แต่ก็สามารถผลิตสินค้าได้หลากหลายชนิดตามความต้องการของลูกค้า ต่อมาในช่วงต้นศตวรรษที่ 20 เฮนรี ฟอร์ด (Henry Ford) ผู้ก่อตั้งบริษัทฟอร์ด มอเตอร์ ได้ริเริ่มแนวคิดในการสร้างสายการผลิตให้มีลักษณะคล้ายกับการไหลของสายน้ำ และถือว่าทุกสิ่งที่เป็นอุปสรรคต่อการเคลื่อนที่ในกระบวนการคือความสูญเปล่า โดยนำเอานวัตกรรมระบบสายพานลำเลียงมาใช้ในสายการประกอบรถยนต์ (Moving Assembly Line) ของบริษัท และใช้ชิ้นส่วนมาตรฐานที่สามารถเปลี่ยนทดแทนกันได้ (Standardized Interchangeable Parts) ทำให้ใช้เวลาในการผลิตลดลง อย่างไรก็ตาม ด้วยวิธีการดังกล่าว ทำให้ชิ้นส่วนและวัตถุดิบได้รับการผลิตและส่งต่อไปยังกระบวนการถัดไป
โดยไม่มีการพิจารณาถึงความต้องการเช่นเดียวกับการผลิตสินค้าสำเร็จรูป ระบบดังกล่าวจึงถูกเรียกว่าระบบการผลิตแบบเน้นปริมาณ (Mass Production) คือผลิตแบบปริมาณมาก รุ่นการผลิตมีขนาดใหญ่ เพื่อลดต้นทุนการผลิตต่อหน่วยให้ต่ำลงโดยเฉพาะในส่วนของต้นทุนทางอ้อม
ระบบการผลิตของฟอร์ดประสบความสำเร็จอย่างยิ่ง กล่าวกันว่ายุคนั้นในอเมริกาไม่มีใครที่ไม่รู้จักรถยนต์ฟอร์ดโมเดลที (Model T Ford) ซึ่งเป็นรุ่นยอดนิยมที่มีการผลิตและจำหน่ายจำนวนมาก ถึงแม้ว่ารถรุ่นนี้จะมีจำหน่ายเพียงสีเดียว คือสีดำ แต่เนื่องจากช่วงนั้นตลาดยังคงเป็นของผู้ผลิต เพราะผู้ผลิตรถยนต์มีจำนวนน้อยราย แต่ความต้องการซื้อมีจำนวนมาก ผลิตเท่าไรก็จำหน่ายได้หมด
อีกหลายปีต่อมา จากความสำเร็จของบริษัทฟอร์ด อิจิ โทโยดะ (Eiji Toyoda) และไทอิจิ โอโนะ (Taiichi Ohno) ผู้บริหารของบริษัทโตโยต้า ได้พยายามนำเอาแนวคิดของฟอร์ดไปปรับปรุงระบบการผลิตของบริษัทโตโยต้าที่ญี่ปุ่น แต่พวกเขาพบว่าสภาพของบริษัทยังไม่เหมาะกับการใช้ระบบดังกล่าว เนื่องจากขณะนั้นประเทศญี่ปุ่นอยู่ในสภาพหลังสงคราม ปัจจัยการผลิตต่างๆ และเงินทุนมีจำกัด ทำให้ไม่สามารถลงทุนสร้าง “ระบบการผลิตที่เน้นปริมาณ” ตามแบบอย่างของฟอร์ดได้ ทั้งสองจึงได้ร่วมกับทีมงานของบริษัทโตโยต้า พัฒนาระบบการผลิตของตนเองขึ้นมาจากประสบการณ์ที่พบ โดยเริ่มต้นจากการค้นหาและแก้ปัญหาที่เกิดขึ้นในระดับปฏิบัติการ การนำข้อเสนอแนะการปรับปรุงงานที่ได้จากพนักงานมาทดลองปฏิบัติ และประยุกต์แนวคิดของระบบซูเปอร์มาร์เก็ตหรือระบบดึง* มาสร้างระบบการผลิตที่เรียกว่า “ระบบการผลิตแบบโตโยต้า” (Toyota Production System) หรือที่รู้จักกันดีในชื่อของ ระบบการผลิตแบบทันเวลาพอดี (Just in Time Production System: JIT) ซึ่งมีหลักการสำคัญคือ “การผลิตเฉพาะสินค้าหรือชิ้นส่วนที่จำเป็น ตามปริมาณที่มีความต้องการ และภายในเวลาที่มีความต้องการ” โดยมุ่งเน้นกำจัดความสูญเสีย (Waste/Muda) ทั้ง 7 ประการ ที่เกิดขึ้นในกระบวนการทำงาน ได้แก่
1. การเคลื่อนไหวที่ไม่จำเป็น (Unnecessary Motion)
2. การรอคอย (Idle Time / Delay)
3. กระบวนการที่ขาดประสิทธิผล (Non-effective Process)
4. การผลิตของเสียและแก้ไขงานเสีย (Defects and Reworks)
5. การผลิตมากเกินไป (Overproduction)
6. การเก็บวัตถุดิบคงคลังที่ไม่จำเป็น (Unnecessary Stock)
7. การขนส่ง (Transportation)
ในปี ค.ศ. 1990 เจมส์ วอแม็ค และ แดเนียล โจนส์ ได้ร่วมกันแต่งหนังสือเล่มหนึ่งชื่อว่า The Machine that Changed the World ซึ่งเปรียบเทียบปัจจัยแห่งความสำเร็จระหว่างอุตสาหกรรมผลิตรถยนต์ในประเทศญี่ปุ่น ยุโรป และอเมริกา เพื่ออธิบายว่าบริษัทสามารถเพิ่มขีดความสามารถในการจัดการกระบวนการได้อย่างไร และเริ่มใช้คำว่า “ระบบการผลิตแบบลีน” เป็นต้นมา
ชิจิโอ ชินโง (Shigeo Shingo) ที่ปรึกษาของบริษัทโตโยต้า กล่าวว่า “ระบบการผลิตแบบโตโยต้าไม่ใช่ระบบที่มีแนวคิดขัดแย้งกับระบบการผลิตของฟอร์ด แต่เป็นระบบที่ได้รับการพัฒนาต่อเนื่องมาให้สอดประสานกับสภาพตลาดของประเทศญี่ปุ่น โดยมุ่งทำการผลิตจำนวนมาก ด้วยขนาดรุ่นการผลิตที่เล็ก และมีระดับสินค้าคงคลังต่ำ” ดังนั้นเราอาจกล่าวได้ว่า ผู้ริเริ่มแนวคิดของระบบการผลิตแบบลีนก็คือ เฮนรี ฟอร์ด แต่ผู้นำแนวคิดมาประยุกต์ใช้ให้เกิดผลลัพธ์เป็นรูปธรรมก็คือ บริษัทโตโยต้า หรืออีกนัยหนึ่งระบบการผลิตแบบโตโยต้าก็คือ การปฏิบัติที่เป็นเลิศ (Best Practice) ของระบบการผลิตแบบลีนนั่นเอง
โดยสรุปแล้ว วิวัฒนาการของระบบการผลิตแบบลีน แสดงได้ดังรูปที่ 1 เริ่มจากระบบการผลิตแบบงานหัตถกรรม มาสู่ระบบการผลิตแบบเน้นปริมาณ จนกระทั่งพัฒนาเป็นระบบการผลิตแบบลีน ที่มีความยืดหยุ่นในการผลิตสูง เพื่อรองรับสภาพปัจจุบันซึ่งวงจรชีวิตของผลิตภัณฑ์สั้นลงเรื่อยๆ ในขณะที่ต้องพยายามลดต้นทุนการผลิตให้ต่ำลง
แนวคิดของระบบการผลิตแบบลีน (Lean Thinking)
การผลิตแบบลีน คือ วิธีการที่มีระบบแบบแผนในการระบุและกำจัดความสูญเสีย หรือสิ่งที่ไม่เพิ่มคุณค่าภายในกระแสคุณค่าของกระบวนการ โดยอาศัยการดำเนินตามจังหวะความต้องการของลูกค้าด้วยระบบดึง ทำให้เกิดสภาพการไหลอย่างต่อเนื่อง ราบเรียบ และทำการปรับปรุงอย่างต่อเนื่องเพื่อสร้างคุณค่าให้แก่ระบบอยู่เสมอ โดยแบ่งเป็นขั้นตอนหลักได้ 4 ขั้นตอน ดังแผนภาพในรูปที่ 2

ส่วนประกอบของระบบการผลิตแบบลีน (Composition of Lean Manufacturing)
ส่วนประกอบของระบบการผลิตแบบลีน มีลักษณะโครงสร้างคล้ายกับอาคาร (ดังรูปที่ 3) ขั้นตอนการก่อสร้างเริ่มต้นจากแนวคิดการผลิตแบบลีน (Lean Thinking) เปรียบเสมือนการวางรากฐานของอาคาร พนักงานทุกคนในองค์การจะต้องเกิดความตระหนักถึงความสูญเสีย งานที่เพิ่มคุณค่าและไม่เพิ่มคุณค่า ก่อนที่จะเริ่มใช้เครื่องมือพื้นฐาน อันได้แก่ เครื่องมือในการวิเคราะห์ระบบ (Analysis Tools) ด้วยแผนภาพกระแสคุณค่า (Value Stream Mapping) และการจัดการความเปลี่ยนแปลง(Change Management) ด้วยไคเซน(Kaizen) และนวัตกรรม(Kaikaku/Innovation) เครื่องมือพื้นฐานทั้งสองนี้เปรียบเสมือนกับพื้นของอาคาร ถ้าอาคารที่เราก่อสร้างมีพื้นฐานแข็งแรงมั่นคง ก็จะช่วยให้เสาทุกต้นที่เป็นโครงสร้างของอาคารมั่นคงแข็งแรงเช่นกัน เสาแต่ละต้นในที่นี้ก็คือ เครื่องมือต่างๆ ในการลดหรือกำจัดสิ่งที่ไม่เพิ่มคุณค่าในกระบวนการ ตลอดจนเน้นการสร้างคุณค่าในกระบวนการ สุดท้ายจึงได้อาคาร ซึ่งก็คือ “วิสาหกิจแบบลีน” ดังแสดงในรูป

เครื่องมือและปัจจัยที่สนับสนุนแนวคิดของลีน
- กิจกรรม 5ส
- แนวคิด Visual factory
o Virtual Display
o Virtual Control
- การผลิตแบบเซลล์
- การผลิตแบบไหลทีละชิ้น
- การบำรุงรักษาทวีผลที่คนมีส่วนร่วม
- เป้าหมายและแนวทางสำหรับ TPM
- ปรับปรุงและตั้งเครื่อง
- กลไกป้องกันความผิดพลาด (Value Stream Mapping)
- สายธารแห่งคุณค่าเวลาแทกค์ (Takt time)
สรุป
การผลิตแบบลีนเป็นกระบวนการจัดการที่เกิดขึ้นในอุตสาหกรรมการผลิตรถยนต์ แต่สามารถนำไปประยุกต์ ใช้ในอุตสาหกรรมต่างๆ ได้เป็นอย่างดี โดยมุ่งเน้นที่การวิเคราะห์ความต้องการของลูกค้า การลดความสูญเสียที่เกิดขึ้น ประกอบกับการพิจารณาหาทางเพิ่มคุณค่าของกิจกรรมในกระบวนการ เพื่อผลิตสินค้าให้มีคุณภาพดีที่สุด โดยใช้ต้นทุนการผลิตต่ำที่สุด และใช้เวลาในการผลิตสั้นที่สุด
ไม่เกินเลยไปนักที่จะกล่าวว่า “วิสาหกิจแบบลีน” คือองค์การชั้นนำที่มีศักยภาพในการจัดการกระบวนการ สามารถดำรงอยู่ในสภาพปัจจุบันและอนาคตได้อย่างมั่นคง ดังที่บริษัทโตโยต้าและวิสาหกิจแบบลีนหลายแห่งได้พิสูจน์ให้เห็นมาแล้ว
 RSS Feed
RSS Feed


